
راهنمای جامع تنظیمات دستگاه لیزر فایبر
راهنمای جامع تنظیمات دستگاه لیزر فایبر
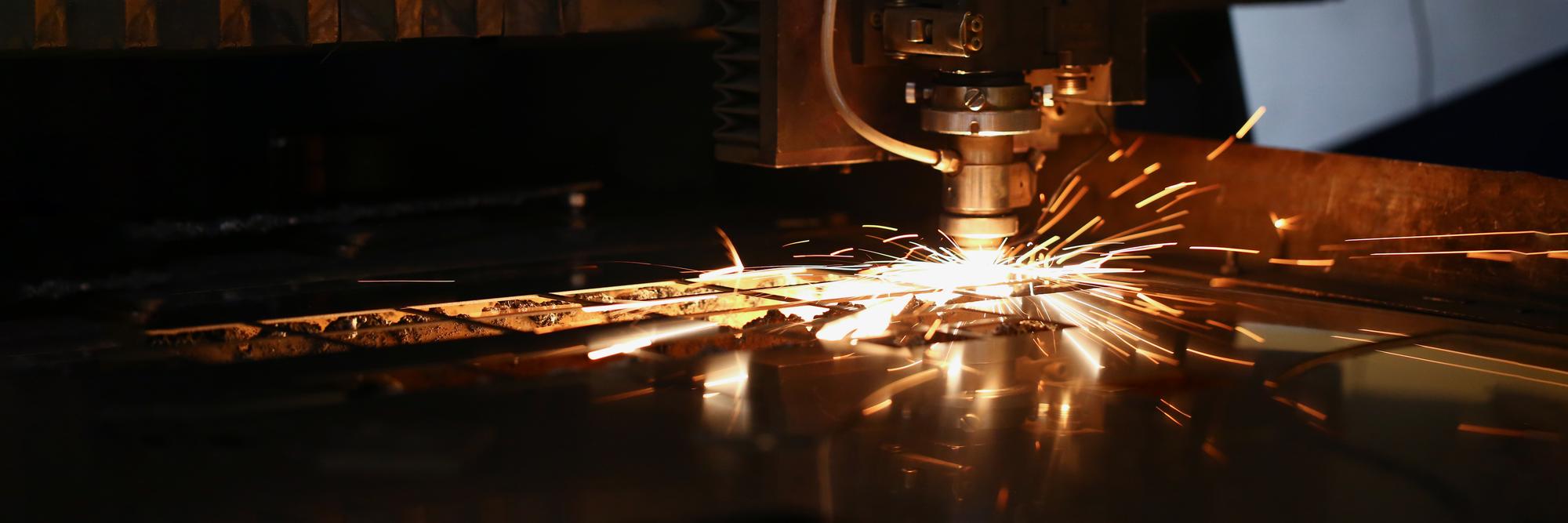
دستگاه لیزر فایبر، یک ابزار مهندسی پیشرفته و قدرتمند است که توانایی برش دقیق و سریع فلزات را با کیفیتی بینظیر فراهم میکند. اما داشتن این تکنولوژی، تنها نیمی از مسیر موفقیت است. پتانسیل کامل این دستگاه، در دانش اپراتور و تسلط او بر تنظیمات دستگاه لیزر فایبر نهفته است. این تنظیمات، مجموعهای از پارامترهای فنی هستند که باید به درستی با یکدیگر هماهنگ شوند تا یک برش بینقص حاصل شود. یک انتخاب اشتباه در این پارامترها میتواند منجر به برشهای بیکیفیت، ایجاد پلیسه (Dross)، هدررفت مواد گرانقیمت، کاهش سرعت تولید و حتی آسیب به قطعات مصرفی دستگاه شود. درک عمیق تنظیمات دستگاه لیزر فایبر، مرز بین یک اپراتور تازهکار و یک متخصص حرفهای را مشخص میکند. این راهنمای جامع از طرف تیم امید لیزر تهیه شده است تا به شما کمک کند با درک بهتر این پارامترها، از هر برش، بهترین نتیجه را بگیرید و راندمان تولید خود را به حداکثر برسانید.
تاثیر تنظیمات بر کیفیت نهایی برش
شاید در ابتدا کار با کتابخانه پارامترهای پیشفرض دستگاه وسوسهانگیز باشد، اما یک اپراتور حرفهای میداند که برای دستیابی به مزیت رقابتی، باید فراتر از این تنظیمات اولیه قدم بردارد. تسلط بر تنظیمات دستگاه لیزر فایبر به طور مستقیم بر چهار جنبه اصلی کسبوکار شما تأثیر میگذارد:
- کیفیت محصول نهایی: یک برش تمیز، با کمترین ناحیه متاثر از حرارت (HAZ) و بدون پلیسه، نشاندهنده کیفیت بالای کار شما و عامل اصلی رضایت مشتری است. این کیفیت، نتیجه مستقیم بهینهسازی تنظیمات دستگاه لیزر فایبر است.
- سرعت تولید: با تنظیم صحیح پارامترها، میتوان به حداکثر سرعت برش ممکن بدون افت کیفیت دست یافت. این به معنای تولید قطعات بیشتر در زمان کمتر و توانایی پاسخگویی سریعتر به سفارشات و ضربالاجلهاست.
- کاهش هزینهها: برش دقیق از اولین تلاش، به معنای کاهش ضایعات گرانقیمت فلز است. همچنین، تنظیمات دستگاه لیزر فایبر بهینه، مصرف گاز کمکی و قطعات مصرفی مانند نازل و لنز را به شکل چشمگیری کاهش داده و هزینههای جاری شما را پایین میآورد.
- افزایش طول عمر دستگاه: کار با پارامترهای نادرست میتواند فشار مضاعفی بر روی سورس لیزر، هد برش و سایر اجزای گرانقیمت دستگاه وارد کند. درک صحیح تنظیمات دستگاه لیزر فایبر به استفاده بهینه و کاهش استهلاک و در نتیجه افزایش طول عمر تجهیزات کمک میکند.
پارامترهای کلیدی در تنظیمات دستگاه لیزر فایبر
هر پروژه برش، مانند یک معادله با متغیرهای مختلف است. برای رسیدن به جواب صحیح (برش بینقص)، باید مقدار هر متغیر را به درستی تعیین کنید. در ادامه، مهمترین پارامترها در تنظیمات دستگاه لیزر فایبر را بررسی میکنیم.
1. قدرت لیزر (Laser Power)
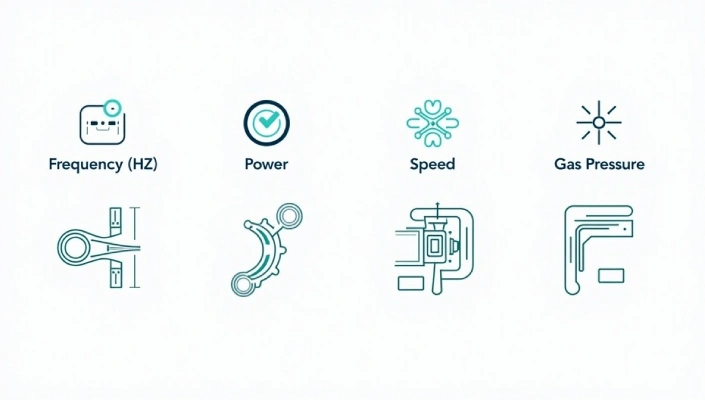
این پارامتر که بر حسب وات (Watt) اندازهگیری میشود، میزان انرژی خروجی از سورس لیزر را تعیین میکند. قدرت لیزر باید متناسب با جنس و ضخامت فلز انتخاب شود. یک قانون کلی این است که فلزات ضخیمتر یا بازتابندهتر (مانند آلومینیوم و برنج) به قدرت بیشتری نیاز دارند. انتخاب قدرت صحیح، اولین گام در تنظیمات دستگاه لیزر فایبر است.
2. سرعت برش (Cutting Speed)
سرعت حرکت هد دستگاه بر روی ورق، تأثیر مستقیمی بر کیفیت برش دارد. یک رابطه معکوس بین سرعت و قدرت وجود دارد. سرعت بیش از حد بالا باعث میشود برش کامل انجام نشود و سرعت بیش از حد پایین، انرژی زیادی به یک نقطه وارد کرده و باعث سوختگی، گشاد شدن شیار برش (Kerf) و ایجاد پلیسههای سنگین میشود. یافتن نقطه تعادل در تنظیمات دستگاه لیزر فایبر هنر اپراتور است.
3. فرکانس (Frequency)
فرکانس که بر حسب هرتز (Hz) بیان میشود، تعداد پالسهای لیزر در هر ثانیه را مشخص میکند. فرکانس بالاتر به معنای همپوشانی بیشتر پالسها و در نتیجه، لبه برش صافتر و یکنواختتر است. با این حال، فرکانس بالا حرارت ورودی را نیز افزایش میدهد. بهینهسازی این متغیر در تنظیمات دستگاه لیزر فایبر برای رسیدن به لبههای صیقلی بسیار مهم است.
4. دیوتی سایکل (Duty Cycle)
این پارامتر که به صورت درصد بیان میشود، مشخص میکند که هر پالس لیزر چه مدتی "روشن" باقی میماند. دیوتی سایکل بالاتر به معنای انرژی بیشتر و قدرت نفوذ بالاتر است و برای سوراخکاری اولیه (Piercing) در ورقهای ضخیم کاربرد دارد. کنترل این پارامتر یکی از تکنیکهای پیشرفته در تنظیمات دستگاه لیزر فایبر به شمار میرود.
5. نوع و فشار گاز کمکی (Assist Gas)
گاز کمکی دو وظیفه اصلی دارد: محافظت از لنز و خارج کردن مواد مذاب از شیار برش. انتخاب گاز، بخش مهمی از تنظیمات دستگاه لیزر فایبر است.
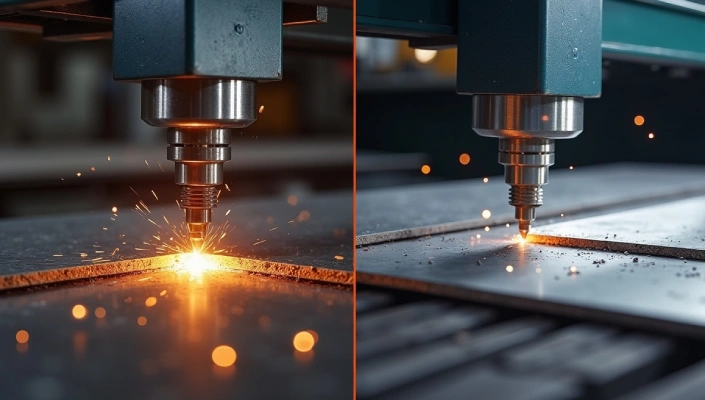
- اکسیژن (O2): برای برش فولادهای کربنی استفاده میشود. اکسیژن با فلز واکنش داده و یک فرآیند اکسیداسیون گرمازا ایجاد میکند که به افزایش سرعت برش کمک میکند، اما لبهای اکسید شده به جای میگذارد.
- نیتروژن (N2): برای برش استنلس استیل، آلومینیوم و سایر فلزات غیرآهنی به کار میرود. نیتروژن یک گاز خنثی است و برشی تمیز، براق و بدون اکسیداسیون ایجاد میکند، اما به قدرت لیزر و فشار گاز بیشتری نیاز دارد.
فشار گاز نیز باید به دقت تنظیم شود؛ فشار کم نمیتواند مذاب را خارج کند و فشار زیاد باعث ایجاد تلاطم و لبههای نامنظم میشود. بهینهسازی این بخش از تنظیمات دستگاه لیزر فایبر تاثیر شگرفی بر کیفیت دارد.
6. موقعیت کانونی (Focal Position)
نقطه کانونی، نقطهای است که در آن پرتو لیزر بیشترین تراکم انرژی را دارد. موقعیت این نقطه نسبت به سطح ورق (بالای سطح، روی سطح یا زیر سطح) بر عرض شیار برش و کیفیت لبهها تأثیر میگذارد. تنظیم دقیق این پارامتر برای دستیابی به بهترین کیفیت در تنظیمات دستگاه لیزر فایبر ضروری است.
راهنمای گام به گام برای بهینهسازی تنظیمات دستگاه لیزر فایبر
دانستن تئوری کافی نیست؛ باید بتوانید آن را در عمل پیاده کنید. برای بهینهسازی تنظیمات دستگاه لیزر فایبر خود، این مراحل را با جزئیات بیشتری دنبال کنید:
شناسایی دقیق متریال و شرایط اولیه: اولین و اساسیترین قدم، شناخت کامل جنس، گرید و ضخامت ورق است. حتی ورقهایی با ضخامت یکسان از تامینکنندههای مختلف ممکن است رفتار متفاوتی داشته باشند. وضعیت سطح ورق (روغنی، زنگزده یا تمیز) را نیز بررسی کنید.
- استفاده هوشمندانه از کتابخانه دستگاه: کار را با پارامترهای پیشنهادی کارخانه که در نرمافزار ذخیره شده، شروع کنید. این یک نقطه شروع عالی است اما به یاد داشته باشید که این پارامترها در شرایط آزمایشگاهی و ایدهآل به دست آمدهاند. این مرحله، مبنای اولیه تنظیمات دستگاه لیزر فایبر شما خواهد بود.
- انجام برش آزمایشی (Test Cut): هرگز مستقیماً سراغ قطعه کار اصلی نروید. یک قطعه کوچک ضایعاتی از همان جنس و ضخامت را انتخاب کرده و یک شکل ساده مانند یک مربع 20x20 میلیمتر و یک دایره به قطر 20 میلیمتر را برش دهید. این کار به شما امکان میدهد کیفیت برش خطوط مستقیم و منحنی را بررسی کنید.
- تحلیل دقیق کیفیت برش: پس از برش آزمایشی، قطعه را با دقت بررسی کنید. به دنبال این موارد باشید:
- پلیسه (Dross): آیا در زیر لبه برش، پلیسههای سخت و چسبنده وجود دارد یا پلیسههای نرم و پودری که به راحتی جدا میشوند؟
- خطوط لبه برش (Striations): آیا خطوط روی دیواره برش، صاف و عمودی هستند یا خشن و مورب؟ خطوط صاف نشاندهنده یک برش پایدار است.
- زاویه لبه (Taper): آیا دیواره برش کاملاً عمود بر سطح ورق است یا حالت مخروطی دارد (بالای شیار پهنتر از پایین آن است)؟
- کیفیت گوشهها: آیا گوشههای تیز به خوبی بریده شدهاند یا حالت گرد و ذوبشده دارند؟
- تنظیم تدریجی و methodical: مهمترین قانون: هر بار فقط یک پارامتر را تغییر دهید. اگر همزمان سرعت و قدرت را عوض کنید، هرگز نخواهید فهمید کدام تغییر باعث بهبود یا افت کیفیت شده است. برای مثال، اگر پلیسه دارید، ابتدا سرعت را 5٪ کاهش دهید و نتیجه را ببینید. درک تأثیر هر تغییر در تنظیمات دستگاه لیزر فایبر نیازمند این رویکرد methodical است.
- ثبت نتایج و ساخت کتابخانه شخصی: بهترین تنظیمات دستگاه لیزر فایبر را برای هر ترکیب از جنس و ضخامت، در یک فایل یا دفترچه یادداشت به همراه عکس قطعه برشخورده، ثبت و ذخیره کنید. با گذشت زمان، شما یک کتابخانه پارامتر شخصی و بسیار ارزشمند خواهید ساخت که بسیار دقیقتر از کتابخانه پیشفرض دستگاه است و باعث صرفهجویی فوقالعاده در زمان شما میشود.

نتیجهگیری
تسلط بر تنظیمات دستگاه لیزر فایبر یک مهارت ارزشمند است که نیازمند ترکیبی از دانش فنی، تجربه عملی و صبر و حوصله میباشد. این فرآیند، یک سرمایهگذاری مستقیم بر روی کیفیت محصولات، کاهش هزینهها و افزایش اعتبار کسبوکار شماست. به یاد داشته باشید که هیچ فرمول واحدی برای تمام شرایط وجود ندارد و بهترین تنظیمات دستگاه لیزر فایبر، نتیجه آزمایش و بهینهسازی مداوم است. تیم امید لیزر با سالها تجربه در این صنعت، همواره در کنار شماست تا با ارائه مشاوره تخصصی و خدمات پشتیبانی، شما را در این مسیر یاری دهد.
سوالات متداول (FAQ)
1. بهترین تنظیمات دستگاه لیزر فایبر برای برش استیل ضد زنگ چیست؟
2. چرا در لبه برش من پلیسه (Dross) ایجاد میشود و چگونه آن را رفع کنم؟
3. آیا برای هر ضخامت فلز باید تمام تنظیمات دستگاه لیزر فایبر را از نو پیدا کنم؟
4. از کجا میتوانم پارامترهای اولیه برای شروع تنظیمات دستگاه لیزر فایبر را پیدا کنم؟